






3 Defining Design Solutions for Mega Food Distribution Centers
It’s no secret that our company has long and successful partnerships with many worldwide food industry companies. We’ve solved many of their facility challenges through the years and across the country. When you’re working with a company in accelerated growth mode like ALDI or Cheney Brothers, for example, planning for expansion becomes even more important. Some of our recent, award-winning projects provide shining examples of how dynamic design solutions can fuel the best type of change.

Here’s a look at a few of A M King’s most important design principles and how they facilitate problem solving during design and construction of large-scale food distribution facilities:
Design Efficiency = Operational Efficiency
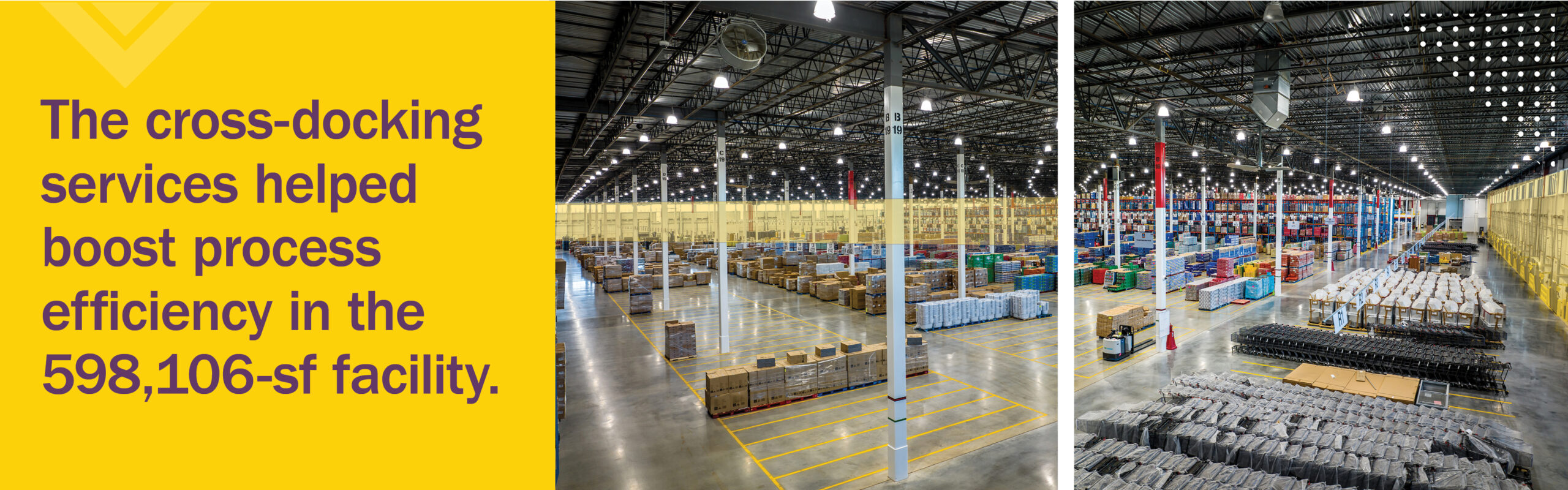
If you listen closely enough during preliminary client meetings, their true needs will emerge and will often be repeated in different ways. When we began collaborating with longtime client ALDI on the development of a greenfield regional headquarters and distribution center, we heard ‘efficiency’ and understood immediately that they meant more than installation of LED lights. Rather, by adjusting the footprint and rearranging where rooms and functions lived in the interior spatial arrangement, we were able to consolidate “like” rooms, boost process efficiency, and free up square footage for additional storage space in the 598,106-sf facility.
To support ALDI’s rapid expansion in the Gulf Coast region, they needed a new regional headquarters and distribution facility that would be equipped to serve stores across Louisiana, Alabama, Mississippi and the Florida Panhandle.
The twist? This facility would have to elevate their standards for future facilities across the country with a completely new facility concept, and changes in footprint, interior layout and finishes for the building envelope. With a goal of maximizing facility efficiency, ALDI selected A M King as their preferred partner in developing this complex, unique facility from concept to completion.
Among many other design-focused challenges, ALDI leaned on us to assist with design solutions for a more optimal product flow configuration within this warehouse.
Early in the design process, we collaborated with the Owner and their consultants to determine how many pallet positions would fit based on a revised footprint and adjusted as needed to meet Owner goals.
Ultimately, we placed dock doors on the front and back of the building — a custom solution for this facility — creating linear flow of product from one side of the building to the other. The Loxley facility is the first to utilize cross docking services, creating more productivity in shipping and receiving. This simplified strategy helps the company maximize operational efficiency.
Design Integrity = Product Integrity
One of the main goals with any design is producing an end product with integrity and excellence that meets the needs of our client. While that means the building itself and the spaces within, the end product can also refer to what they sell to their customers. In the case of Mission Produce, we were tasked with designing and building a new, 275,000-sf facility that could safely deliver produce in varying stages of ripeness to meet the demands of multiple customers.
For this project, we worked with the Owner to develop large areas of storage with strategic separation for their different products, but also many smaller spaces that could be monitored and regulated for specific temperature and humidity levels required for maximum product life and optimum ripening requirements.

Mission Produce strategically selected Laredo, TX to build a state-of-the-art, specialized, controlled-temperature facility for highly perishable products. A combination packing house and distribution center would allow the company to ripen, pack, bag, ship, and store avocados and mangos under one roof, as well as provide third-party logistics (3PL) services. It would also be easily expanded in the future and ripen and distribute more avocados than any other facility in North America.
The design of this innovative, hybrid facility maintains the product in the cold chain, an environment supporting shelf-life extension until it reaches the end user.
A M King’s internal design team collaborated with Mission to develop precise, flexible environmental specifications for superior product integrity, which allows the company to control ripening of the avocados to any of five stages of ripeness in one of its customized ripening rooms.
While avocados would be the company’s primary product line, our team developed design solutions for the facility to accommodate the different temperature range necessary for mangos, as well as potential future additions — bananas, pineapples, and berries, among other produce.
To meet Mission’s client requirements for varying levels of ripeness for each type of fruit, our team coordinated with a specialized vendor to design and build a custom, flexible refrigeration system capable of maintaining thousands of pallets of product in a wide range of temperatures within 1°F of accuracy.
Design Investment = Return on Investment
Is it possible that design team investment in building trust, communication and partnership during the planning stages of a project can increase the client’s return on investment? Yes, and we can show you how. A M King has completed three projects for Florida-based food distributor, Cheney Brothers Inc. (CBI), including two major expansions at the Statesville, NC facility — bringing the total area to 342,126 sf.
During the first expansion, swift occupancy of the 169,090-sf cold storage addition was critical for meeting regional business growth. Equally important was maintaining ongoing operations. The bridges between the two were daily communication with CBI senior management during both design and construction, and doing what we said we were going to do.

CBI’s goals for its first Statesville expansion included increasing its refrigeration capabilities in the region and continuing the company’s northward growth path. The project included renovation of the existing 34,686-sf dry warehouse and conversion of a 37,388-sf existing cold storage space to ambient temperature storage.
We also developed a 2,000-sf, full commercial culinary center, constructed a new, interior office mezzanine and added 25 new dock doors. Adding to the complexity was planning work around CBI’s ongoing operations.
We helped the client determine the essential turnover areas to maximize revenue and sequenced construction to achieve those milestones.
Despite significant weather delays, our team maintained an aggressive schedule and was able to phase-in tenancy of each portion of the warehouse as it was completed.
This effective strategy allowed A M King to deliver the new freezer area five months sooner than expected, giving the Owner complete use of 55% of the new expansion. The cooler zones were turned over just two weeks later, allowing CBI to capitalize on 100% of the new cold storage facility and immediately boost their return on investment.
We were also able to deliver a master plan for this building without downtime, necessity for offsite operations or negative impact to the bottom line. While we successfully achieved these goals and more, it wouldn’t have happened without building trust through ongoing communication during the first project, which ultimately led to future business and a strong client relationship.
Conclusion
We know that our clients value efficiency, integrity and a great return on investment. That’s why we put these principles into practice during the earliest stages of a project, when our design team is actively involved in developing innovative solutions for the site and building layout, resolving complex client challenges, and assisting with plans for future expansion.






